
Forgácsolási ráhagyás
Gépi forgácsolás gyakorlati tapasztalatai
Forgácsoláskor fellépő erők: Forgácsoláskor a szerszám a munkadarabra forgácsoló erőt fejt ki.
Hatás-ellenhatás törvénye alapján ugyanakkora erőhatást kap a szerszám is a munkadarab felöl.
Azt az erőt, amely a munkadarab a szerszámra gyakorol, forgácsoló erőnek nevezzük.
Jele F mérték egysége N.
A szerszámra térbeli erőhatás hat.
- Ff fő forgácsoló erő
- Fe előtolás irányú
- Fm fogásvételi irányú

Mivel a szerszámgép és munkadarab nem tekinthető abszolút merev fizikai testnek, így a forgácsoló erő ellentétes irányban eltéríti.
Ennek az eltérítésnek a mértéke függ a fogásvétel nagyságától.
A fogásmélység irányú erőt még az is növeli, hogy a szerszám csúcsa, gyakorlatilag nem hegyes, hanem lekerekített (R0,2-0,8) Erre azért van szükség, mivel a szerszám sugara nagyban befolyásolja a munkadarab felületi minőségét.
A fentiekből következik, hogy nagyolt munkadarab simítási ráhagyása befolyásolja a gyártandó munkadarab sorozat méretpontosságát. Tehát ha a simítási ráhagyás munkadarabonként nem egyforma, akkor simított kész átmérő is szórást fog mutatni.
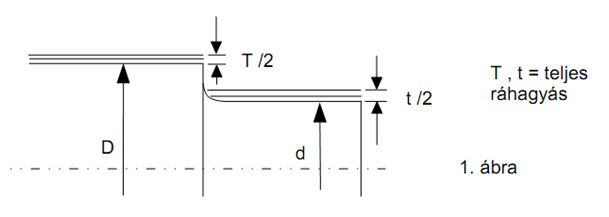
Esztergapadon, egyedi gyártáskor tűrésezett méretek készítésekor
a simítási ráhagyást el kell osztani két egyenlő részre,
a forgácsolási erők így egyformák lesznek.
az első fogás után méretet kell ellenőrizni, esetleg korrekciót beírni,
így az utolsó simítási fogás mérethelyessége megfelelő lesz. 1.ábra
Ha kettő vagy több átmérőt simítunk nem elég csak az egyik átmérőnél korrekciót alkalmazni, hanem minden átmérőt külön-külön kell korrekciózni.
Egyedi gyártásnál, nagy értékű alapanyag esetén:
külső átmérőknél a tűrésmező felső határára kell programozni a selejt elkerülése miatt, ha kell csiszolással be lehet csiszolni a tűrésmezőbe.
(ilyen esetekben célszerűbb inkább pár tized ráhagyással esztergálni a tűrt átmérőket, ezután palást köszörű gépen készre köszörülni.)
Simítás előtt figyelembe kell venni:
- a munkadarab hőkezelési állapotát
- a nagyolt munkadarabot normalizálni kell, ill. „pihentetni”, hogy
teljesen lehűljön
- a simítandó darab koncentrikusságát, (esetleg elősimítást kell alkalmazni)
- a szerszám élgeometriát (lapkaválasztás)
- éltartamot
- forgácsolási paramétereket:
(fogásmélység, vágósebesség, előtolás, hűtés)
- munkadarab megfogás-megtámasztás
- szerszám befogás, lapka rögzítése
- szerszámgép merevsége, üzemi hőmérséklete, holtjátékok,
egyéb gépen található eszközök- gépelemek rögzítése
- környezet hőmérséklete